If fish can be grown at maximum rates year - round, the time - to - market is shorter, and money invested in the fish, can be recaptured earlier along with potential profits. However, heating and cooling water can be a significant cost burden to an aquaculture operation. The up - front cost of the equipment is often high, the maintenance cost can be high, and the operational costs for energy to run the equipment is like a leach that can never get enough blood.
There is a lot of incentive to get this right. Aquaculture managers and owners are normally not trained in the finer points of thermodynamics, refrigeration, and heating trades. Nor should they be. However, getting a grasp on the fundamental principles of your heating and cooling systems could save you a lot of grief and money.
Heat Recovery
The proper use of heat recovery can be the biggest single factor determining your energy cost. The presence of a heat recovery system and its setup and maintenance not only determines how high your energy costs are, but also the size and quantity of heating/cooling equipment you require.
For example, the following graphic depicts a common occurrence at a marine halibut hatchery. Consider February in Nova Scotia. Ambient ocean temperature near shore is often 0°C +/ - 1.5°C. But in our hatchery the first feeding larvae and the juveniles are kept in a flow - through system at a cozy 10°C.

Without heat recovery the heat pump would need to heat water from 0°C to 10°C; a temperature difference of 10°C. With heat recovery, the heat pump is only required to heat from 9°C to 10°C; a difference of 1°C. In summary, the proper use of the heat exchanger can mean:
- 10x lower energy cost
- 10x smaller heat pump required
- 10x lower equipment failures and maintenance cost
OR
- 10x more water at your target temperature
Assume we are heating a flow of 50gpm from 0 - 10°C. This is a total heat load of (flow rate * temperature difference) 50 x 10 = 500H (heating units). Continuing with the previous example: with heat recovery, your heating equipment would be sized to heat 50 x 1 = 50H.
Costly Heat Recovery
Errors Sometimes in another corner of the hatchery we run out of heat capacity and try to steal from this system. Assume 10 per cent of your flow is taken and not sent back to heat recovery. This is saying that you now have to heat 10 per cent of the water from 0°C to 10°C. Add to this that there is less grey water than new water so the heat exchanger no longer brings the water up to 9°C. Your heating load is now (45 x 1) + (5 x 10) = 95 H. Your heating bill just doubled! So taking 10 per cent of t he flow out of the system can reduce its capacity by nearly 50 per cent .
Other times we might try running two different temperatures and then heat recovering. So one tank will get the 10°C and the other one will get a mixture of ambient water and 10°C water. The result will not be as severe as having the previous scenario where water leaves the system prior to heat recover, but will increase the required heat load.
Maybe the most constant struggle with heat exchangers in aquaculture applications is keeping them clean. With the nutrient water comes bacterial growth and often solids that can foul the narrow clearances inside the heat exchangers. Cleaning methods vary from chemical baths pumped through the heat exchanger to disassembly and manual cleaning of the plates. These methods are usually complemented with a frequent and regular backwashing regime. When backwashing a bio - fouled heat exchanger, use a minimum of 30psi with a flow near the rated flow of the exchanger. Varying the pressure and flow will help dislodge clogs and fouling. By monitoring the pressures and temperatures at the heat exchangers inlets and outlets, fouling can be detected at early stages before it significantly affects energy costs.

Manually cleaning a heat exchanger.
Once heat recovery systems are optimized and procedures for proper maintenance are put in place, the heating and cooling systems can be addressed with an eye towards increased efficiency and decreased costs.
Commercial Marine Hatchery Case Study
As Technical Manager of Scotian Halibut Limited, I have invested a lot of effort into decreasing costs of both heating and cooling. We have systems that run 7 separate temperatures. 5 run on a 24/7 basis. Since 2007, we have been able to decrease cooling energy consumption by 50 per cent and heating costs by 70 per cent besides savings realized by optimizing our heat recovery.
Cooling with 50 per cent less energy consumption
Prior to 2007 water chillers were mysterious creatures to everyone at our company. Nobody knew why they worked or did not work. Not even our refrigeration contractor could not explain why so many compressors failed. The manufacturer also offered no help. Every spring and summer was spent repairing chillers with the uncomfortable knowledge that we were missing a major piece of the puzzle. I measured the performance of our systems. Coefficient of performance (COP = energy transferred/energy consumed) was between 1 and 2.5 on our systems which were all nominally rated for a COP = 4. Around 2007 I started to dig into refrigeration literature and met a refrigeration contractor who claimed to know exactly what was happening with our systems. As he explained over the phone (without ever having laid eyes on our equipment) exactly what was failing and why, I started to put the pieces together. The manufacturer was simply selling mismatched equipment. 10ton compressors + 5 ton evaporators = compressor failure due to overheating.
So we upgraded all of our systems to match compressor and evaporator capacities to each other. Suddenly we had exactly the same capacity with half the compressor power (and therefore half the energy bill)! Looking at the actual compressor performance table it is easy to spot the results. The compressors were now operating with conditions shown in the green highlighted cell, rather than the old conditions shown in the red highlighted cell. Capacity and EER, both doubled. And still, power consumption slightly decreas ed per unit (however we now had half as many units!) . Isentropic efficiency is near its peak for this compressor meaning that the compressor is now operating in its 'sweet spot' extending its life and lowering its maintenance costs.
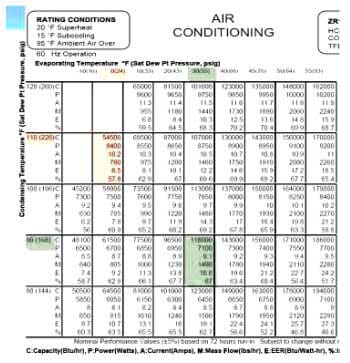
Our electrical energy equals about $ 55 per amp per month today. Making this change resulted in the removal of about 35 amps from our operation for chilling. Savings equal to $ 19 00 per month at peak chilling season. When purchasing chillers, due diligence is required, but may be hard to find. Request performance data up front and consider lifetime costs, not just capital costs. This is one area where I urge you to involve an engineer or someone who understands refrigeration and your application thoroughly before moving forward.
Heating with 7 0 per cent less energy cost
When Scotian Halibut was built in 1999, fuel oil was s old for about $0.30 per liter. Forward to 2009 - 2012 and costs have been hovering around $1.10 per liter. We were literally burning up profit. Our main system consisted of four oil - fired boilers burning through 30,000L+ of oil each year. Given that our hatchery flow of new water in = flow of grey water out, the application of a water source heat pump was very cost effective.
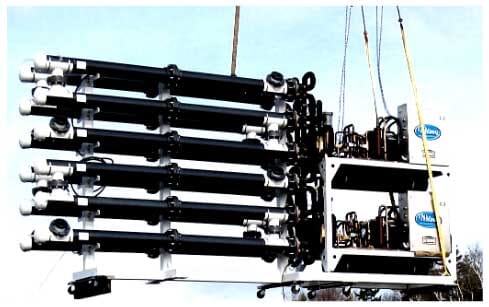
In January 2012, a 30 - ton heat pump was constructed on site. The grey water leaving the hatchery flows through the heat exchanger to maintain the efficiency of the heat recovery process and then proceeds to flow through the heat pump evaporators. The heat pump removes heat from the grey water and transfers it into the new water entering the hatchery (again post - heat recovery). The oil - fired boilers are maintained as a back - up system, but since January 2012 they have not been used at all.
Our 30 - ton heat pump uses approximately 32amps for heating. So we have traded a $33,000 oil bill for a $10,500 electrical energy charge each year. This is a savings of approximately 70 per cent not including some significant beneficial by - products:
- The heat pump can be used in the summer to cool water
- We can (and do) heat some water and cool other water streams simultaneously replacing the cost of running both chillers and oil fired boilers
- We have a flow of 30 80 gpm of 20°C water all summer (currently going out the drain) that could be captured and used to culture other species.
- As the heat pump is sized to handle peak loads, its excess heat creat ed during moderate loading periods can be used in other areas of the hatchery to reduce oil use overall.
New Facility Culture Water Heating Case Study
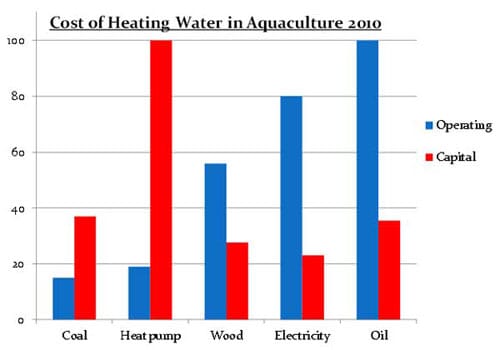
As a designer of land - based culture systems, I have recently had to analyse the available options for heating at an expansion underway at CanAqua Seafoods Limited. There were many fuel options and heating methods considered. Coal and electrical are shown as a baseline perspective. To present the findings here, I converted them into a graph showing ratios of both capital costs and operational costs. Fuel and electrical energy costs do fluctuate so these numbers need to be taken on a 'rule of thumb' basis.
November 2013

